Mass Manufacturing Methods
2025-11-12
(Die Casting, Forging, Injection Molding, Pour casting, Stamping)
Over the summer, I visited factories producing parts using die casting, forging, and injection molding. Here is the 360 video tour of these factories and a few highlights.
360 Video (click on screen, pause, and pan around)
Die Casting
The die casting machines were not tended. A very simple arm dips into the pool of molten metal and pours it into the machine. Due to the (high silicon) alloys typically used in die casting, the parts can't be anodized and options are limited for heat treatment.

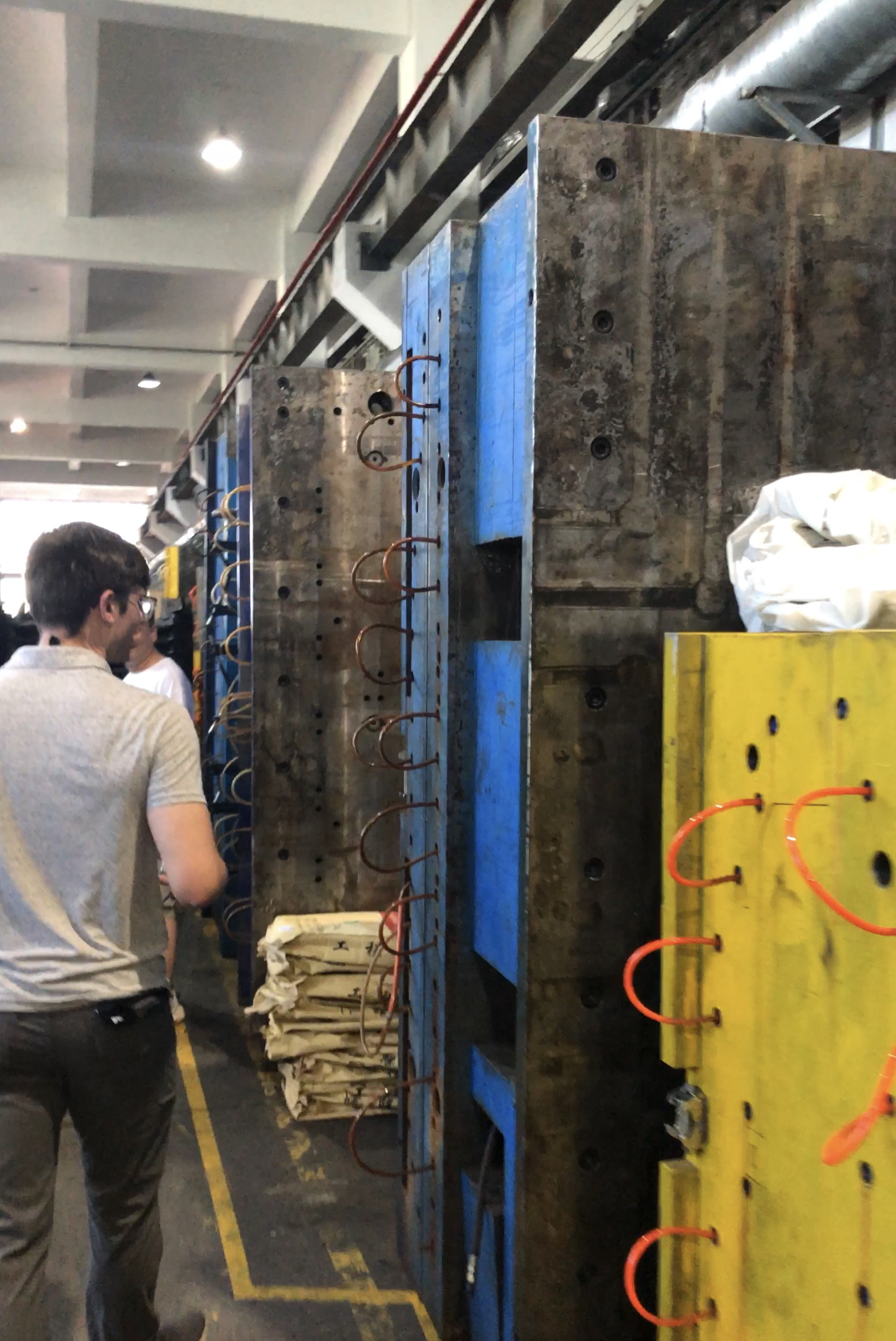
Injection Molding
Plastic granules need to be dried for four hours or so. It is heated up in the screw through coiled heaters and the friction as it is injected into the mold. In the video are large plastic parts that are injection molded, but I have also seen much smaller parts with more complex processes like insert molding (over sheet metal parts), and carousel overmolding. Molds can be really big.
Pour Casting
The parts that are pour casted were large. The mold was mechanized to lift and remove itself from the part. Every single one of these parts is CNC'd for post-processing. Shavings are recycled back.

Die Forging
At this site, they had a few different billets. They had some special shapes, such as a roof-tile-looking shape (extruded), that is specific to a part the factory was producing. A more generic looking billet looks like this:

There were a few machines of different sizes, depending on the part being made.
Forging is a faster process than die casting as there is no cooling or mold pouring time.
Forging results in stronger parts and there are no porosity risks like in die casting. You can see the grain flow of the forged part in the picture below.

After forging, all parts have to be post-processed. This usually involves a metal stamping process to remove the excess flash and then tumbling for surface finishing. Most parts were much thicker (we saw parts for a fire hydrant for example). To use for more lightweight applications like robotics, extensive CNC would be needed.

